Өзгөрүлмө ылдамдык чынжырлары, анын ичинде PIV/ролик тибиндеги чексиз өзгөрүлмө ылдамдык чынжырлары


PIV ЧЕКСИЗ ӨЗГӨРҮЛӨ ТУРГАН ЫЛДАМДЫК ЧЫНЖЫРЛАРЫ
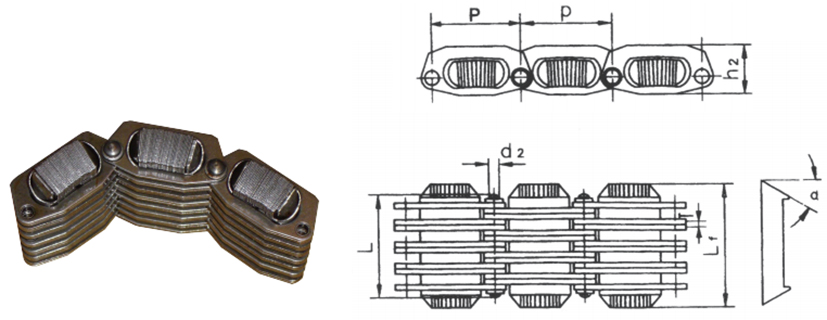
| GL Чек № | Пит П мм | Төөнөгүчтүн диаметри. d2 (макс.) мм | Төөнөгүчтүн узундугу Л(макс) мм | Плита тереңдиги h2.(макс) мм | Плита калыңдыгы Т(макс) mm | Плита калыңдыгы Т(макс) mm | сүрүлүү пластинасынын үстүндөгү туурасы бир градус | Эң жогорку созулуш күчү Q (мин) Kn | Метрге салмак q кг/м |
| AO | 18.75 | 3.00 | 19.50 | 9.50 | 1.0 | 24.00 | 15 | 9.0 | 1.0 |
| Al | 19.00 | 3.00 | 19.50 | 10.60 | 1.5 | 30.44 | 15 | 9.0 | 1.0 |
| A2 | 25.00 | 3.00 | 30.10 | 13.50 | 1.5 | 37.80 | 15 | 21.0 | 2.0 |
| A3 | 28.60 | 3.00 | 35.30 | 16.00 | 1.5 | 44.20 | 15 | 38.5 | 3.0 |
| A4 | 36.00 | 4.00 | 48.50 | 20.50 | 1.5 | 58.50 | 15 | 61.5 | 5.4 |
| A5 | 36.00 | 4.00 | 60.50 | 20.50 | 1.5 | 70.00 | 15 | 71.0 | 6.7 |
| A6 | 44.40 | 5.40 | 70.00 | 23.70 | 1.5 | 77.00 | 15 | 125.0 | 9.0 |
Ролик түрү чексиз өзгөрүлмө ылдамдык чынжырлары
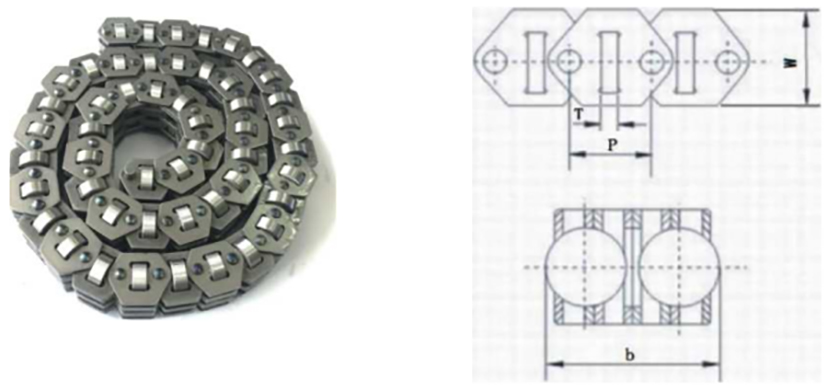
| GL ЧЫНЖЫР № | ПИТЧ | ТАБАКЧА БИЙИКТИК | Ролик Кеңдиги | Ролик калыңдыгы |
| P | W | б(мин) | Т (макс) | |
| mm | mm | mm | mm | |
| RBO | 10.10 | 923 | 12.00 | 2.90 |
| RBI | 1220 | 12.30 | 16.04 | 4.10 |
| RB2 | 14.66 | 14.80 | 20.00 | 4.74 |
| RB3 | 12.60 | 16.60 | 24.60 | 4.70 |
| RB4 | 14.00 | 20.70 | 31.00 | 5.50 |
| RC3 | 1320-жыл | 18.80 | 24.54 | 4.70 |
| RC4 | 1620-жыл | 22.50 | 31.00 | 5.30 |
Тиштүү куту үчүн өзгөрүлмө ылдамдык чынжырлары
1. PIV чексиз өзгөрүлмө ылдамдык чынжырлары:
A0, A1, A2, A3, A4, A5, A6
2. Ролик түрүндөгү чексиз өзгөрүлмө ылдамдык чынжырлары:
PSR1, PSR4, PSR5, RB0, RB1, RB2, RB3, RB4, RC3, RC4 ж.б.
Функциясы: Киргизүү өзгөргөндө, чыгуучу айлануу ылдамдыгы туруктуураак бойдон калат. Продукциялар жогорку сапаттагы эритме болоттон жасалган. Пластиналар так технология менен тешилип, сыгылып алынат. Төөнөгүч, втулка, ролик жогорку натыйжалуу автоматтык жабдуулар жана автоматтык майдалоочу жабдуулар менен иштетилет, андан кийин карбюризациялоо, көмүртек жана азотту коргоочу тор кур меши, беттик жардыруу процесси ж.б. аркылуу жылуулук менен иштетилет. Ички тешиктин абалы боюнча так чогултулат, бүт чынжырдын иштешин камсыз кылуу үчүн басым менен айлантылат.
-

SUS304/GG25/Нейлон/Болоттон жасалган төрт чылбырлуу арабалар...
-

Айыл чарба чынжырлары, S32, S42, S55, S62, C түрлөрү...
-

Pintle чынжырлары, 662, 662H, 667X, 667XH, 667 түрү...
-

A/B сериясындагы ролик чынжырлар, оор жүк ташуучу, түз ...
-

Ширетилген болот фабрикасынын чынжырлары жана тиркемелери менен, ...
-

Оор жүк ташуучу/ийиндүү-L үчүн офсеттик каптал чынжырлар...